





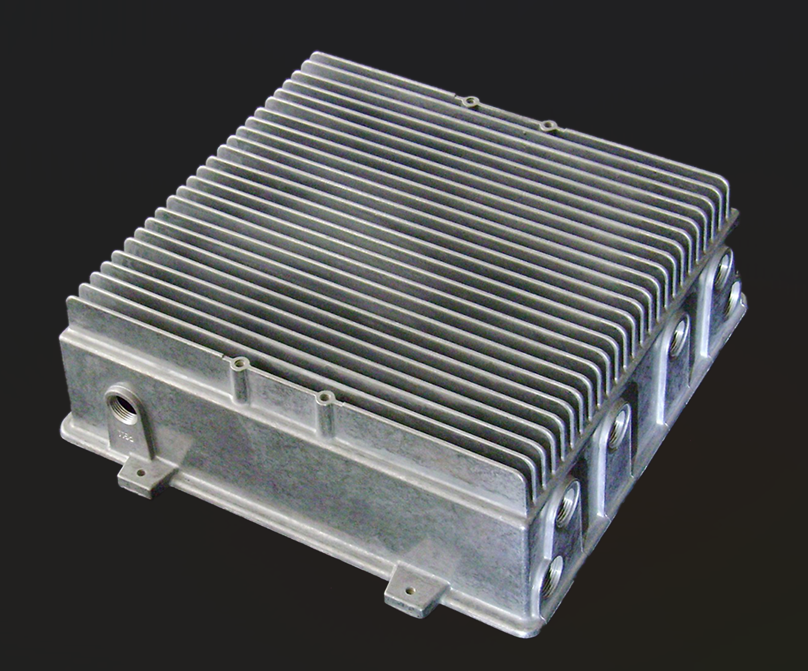
La premgisita varmoradiatoro de KINGRUN uzas malvarmkameran premgisadprocezon, kiu dependas de naĝejo de fandita metalo por nutri la premŝirmilon. Pneŭmatika aŭ hidraŭlike funkciigita piŝto devigas fanditan metalon en la premŝirmilon.KINGRUN-premgisitaj varmoradiatorojestas ĉefe fabrikitaj uzante aluminiajn alojojn A356, A380, ADC14).
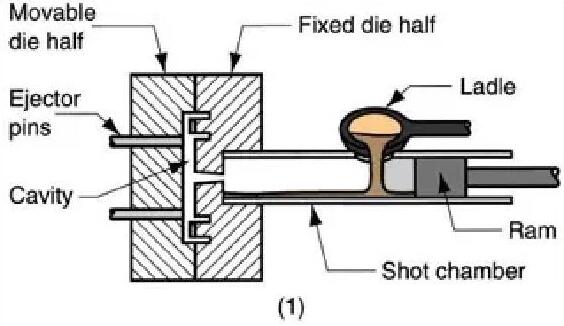
En la procezo de fabrikado de premgisita varmoradiatoro, du duonoj de premgisado estas necesaj. Unu duono nomiĝas la "kovra premgisa duono" kaj la alia nomiĝas la "elĵeta premgisa duono". Disiga linio estas kreita sur la parto kie la du premgisaj duonoj kuniĝas. La premgisado estas desegnita tiel, ke la preta fandado glitos de la kovrila duono de la premgisado kaj restos en la elĵeta duono dum la premgisado estas malfermita. La elĵeta duono enhavas elĵetajn stiftojn por puŝi la fandadon el la elĵeta premgisa duono. Por malhelpi difekton al la fandado, elĵeta stifta plato precize pelas ĉiujn stiftojn el la elĵeta premgisado samtempe kaj kun la sama forto. La elĵeta stifta plato ankaŭ retiras la stiftojn post elĵetado de la fandado por prepari por la sekva ĵeto.
Aplika kampo de varmoradiatoro
Altpremaj premgisitaj varmoradiatoroj estas kostefika elekto por grandvolumenaj aplikoj, kiuj estas pez-sentemaj kaj postulas superan kosmetikan surfacan kvaliton aŭ kompleksajn geometriojn alie ne atingeblajn per alternativaj varmoradiatoraj fabrikadmetodoj. Premgisitaj varmoradiatoroj estas produktitaj en preskaŭ fina formo, postulas malmulte aŭ neniun aldonan muntadon aŭ maŝinadon, kaj povas varii laŭ komplekseco. Premgisitaj varmoradiatoroj estas popularaj en...Aŭtomobilakaj5G-telekomunikadojmerkatoj pro iliaj unikaj formo- kaj pezo-postuloj same kiel grandkvanta produktadbezonoj.
Diecast varmoradiatorgisada procezo
Jen la tipaj paŝoj en la premgisada procezo de KINGRUN:
• Kreu la ŝablonon/ŝimon
• Lubriku la Ĵetkubon
• Plenigu la ŝablon per fandita metalo
• Elĵeto el la kovrila ŝeluduono
• Skuado el la elĵeta ŝelujo-duono
• Tajlado kaj poste muelado de la troa materialo
• Pulvora tegaĵo, farbo, aŭ anodizado de la premgisita varmoradiadilo
Afiŝtempo: 15-a de junio 2023




